   |
|
吴桥盈丰钢结构铸钢件制造有限公司
矿山机械、机床设备、工程机械、重型设备、铸钢节点和减振支座及锁夹。斗齿,刃板、齿轮、轮带、拖轮、阀体、阀盖、泵体、泵盖、绞架、卷筒、绞座、导轨、主轨、轴承座、吊架、地脚板,渣罐、...


|
|
|
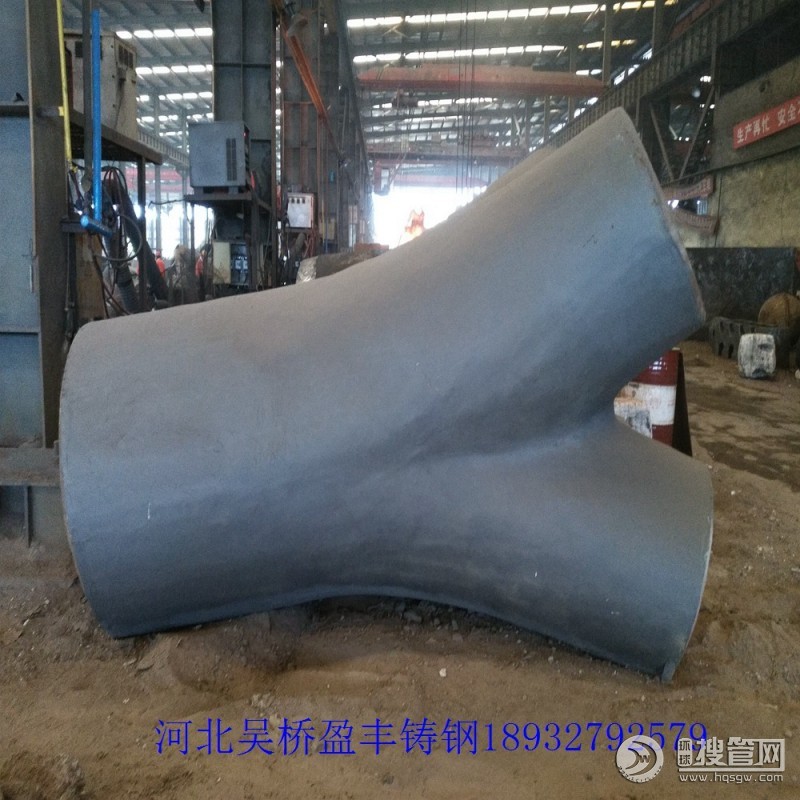
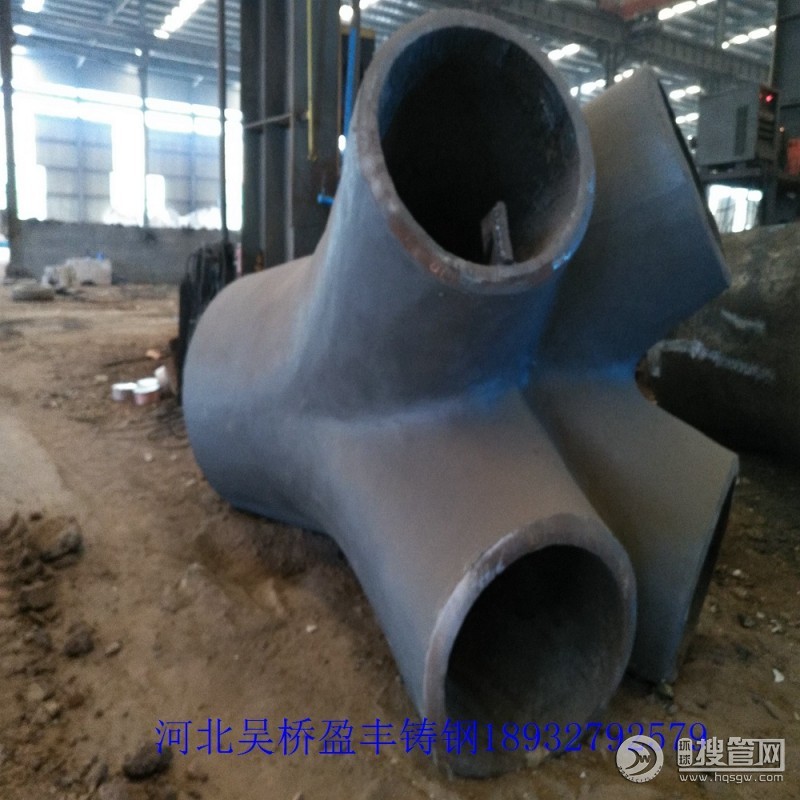
铸钢节点的材料及其选用
1. 铸钢节点的选材应应遵循技术可靠、经济合理的原则,综合考虑结构的重要性、荷载特性、节点形式、应力状态、铸件厚度、工作环境和铸造工艺等多种因素,选用适当的铸钢牌号与热处理工艺。
2. 焊接结构用铸钢节点的铸件材料应采用符合现行国家标准《焊接结构用碳素钢铸件》GB/T7659规定的ZG230--450H、ZG275--485H铸钢或G17Mn5QT、G20Mn5N、G20Mn5QT铸钢。当有依据时,也可选用其它牌号的铸钢。

3. 非焊接用铸钢节点的铸件材料可选用符合现行国家标准《一般工程用铸造碳钢件》GB/T11352的ZG230--450、ZG270--500、ZG340--570、ZG340--640等牌号铸钢,并符合非焊接结构用铸钢牌号的化学及力学性能要求。
4. 焊接结构用铸钢节点与构件母材焊接时,在碳当量与构件母材基本相同的条件下,可按与构件母材相同技术要求选用相应的焊条、焊丝与焊剂,必要时应进行焊接工艺评定认可。
5. 铸钢节点的铸件材料应具有屈服强度、抗拉强度、伸长率、断面收缩率、冲击功(考虑环境温度)和碳、硅、锰、硫、磷、合金元素等含量的合格保证,对焊接铸钢还应有碳当量的合格保证。
6. 铸件壁厚不宜大于150 mm,当壁厚很大时应考虑厚度效应引起的屈服强度、伸长率、冲击功等的降低。
7. 在设计文件中应提出所选用的铸钢牌号与标准名称,并按使用要求提出力学性能项目与碳当量要求,以及热处理工艺要求(正火或调质)。所有要求项目的性能指标均应作为供货条件予以保证。铸钢材料因故需代用时,必须经设计核查认可。

